



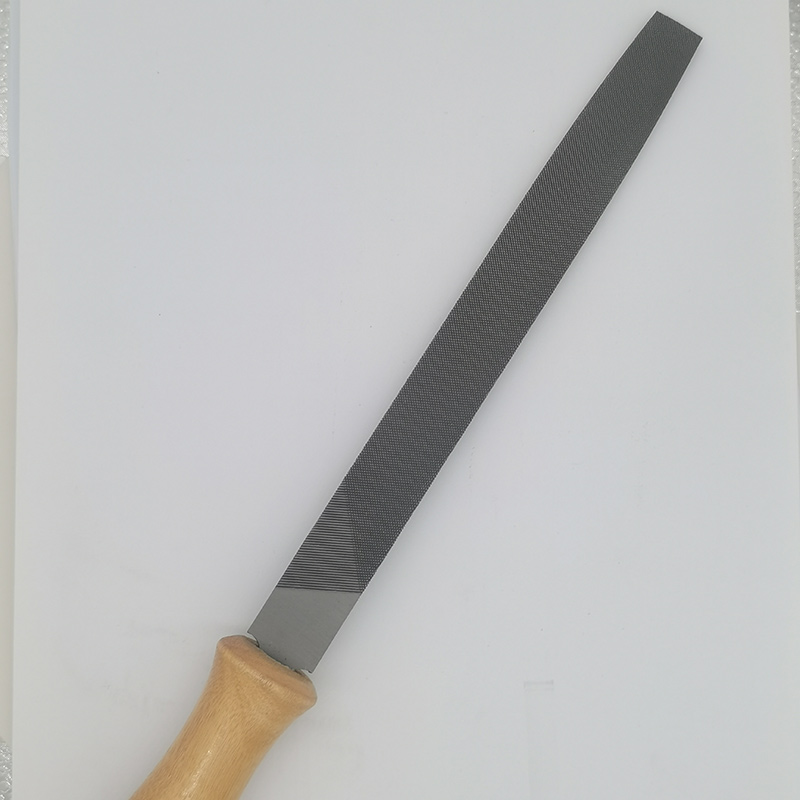
Håndfil metallfilverktøy-slipeverktøy



Grunnleggende detaljer
Produktnavn: Håndfiler(Alle typer filer tilgjengelig)
Materiale: Høykarbonstål T12 (den beste materialkvaliteten)
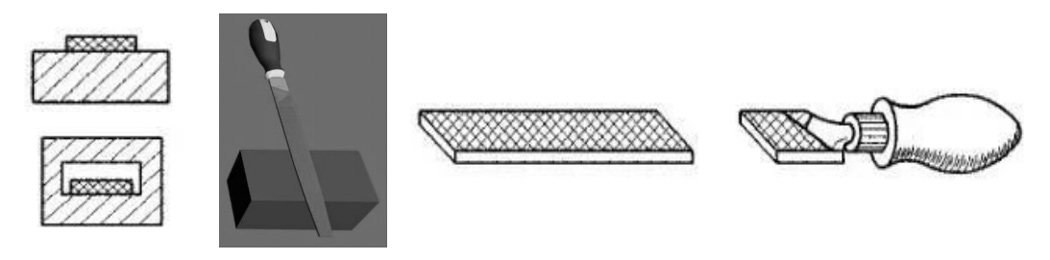
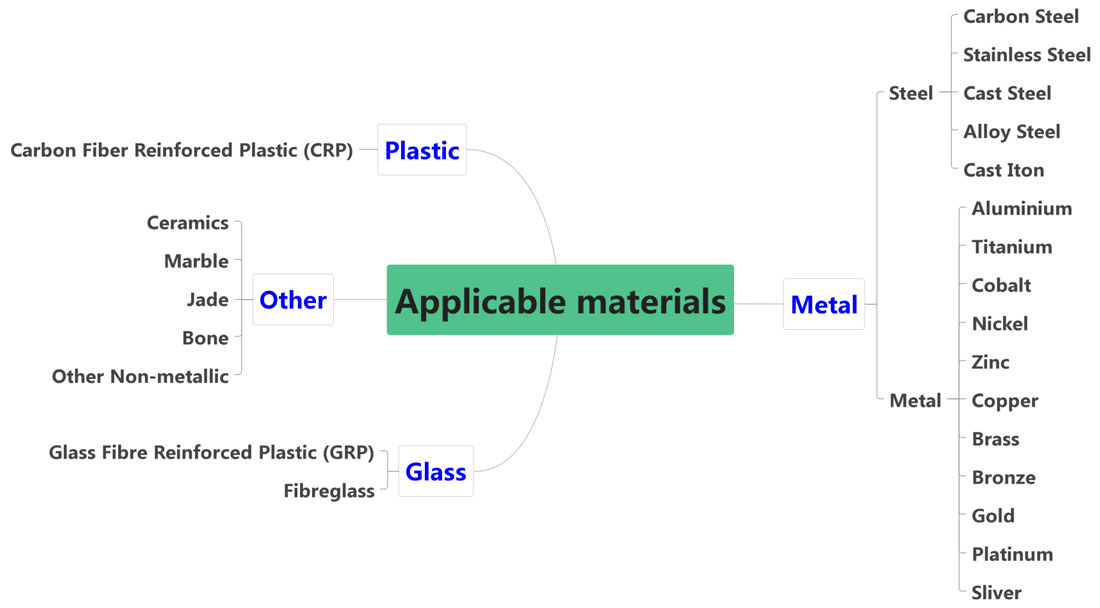
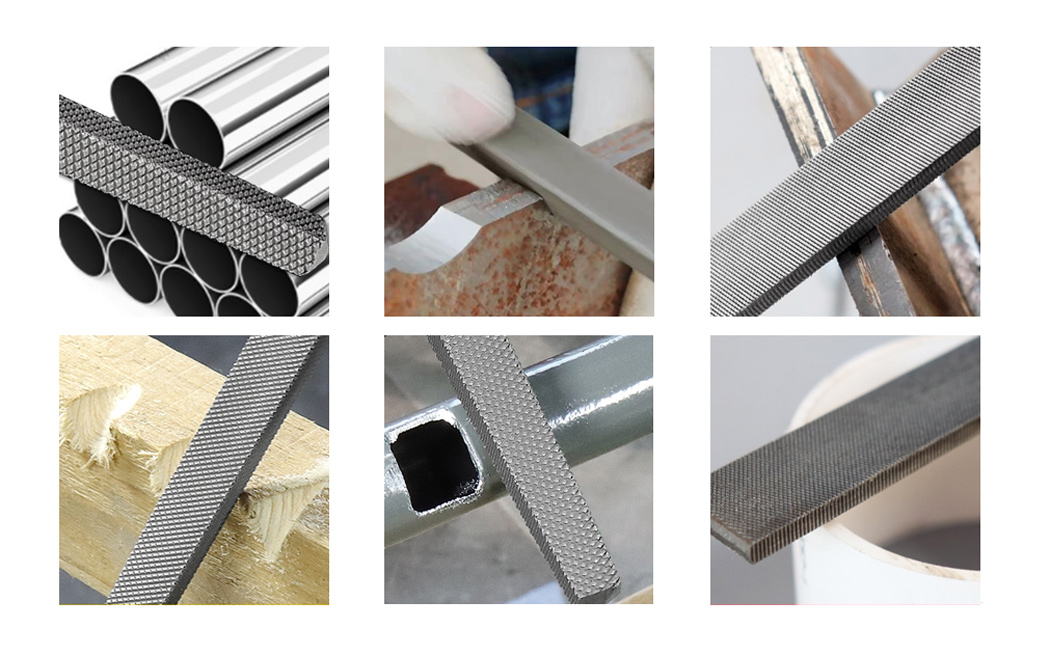
Bruksområde: Filplan, sylindrisk overflate og konveks bueoverflate.Den brukes til mikrobearbeiding av metall, tre, lær og andre overflatelag.
Kutttype: Bastard/Second/Smooth/Dead Smooth
Bredde: 12-40mm
Tykkelse: 3-9mm
Spesifikasjon: 100mm/125mm/150mm/200mm/250mm/300mm/350mm/400mm/450mm/tilpasset
Betalings- og leveringsdetaljer: TT/LC&Innen 30-50 dager etter bekreftelse av bestillingen
Sertifikat: GB/T 19001-2016/ISO9001:2015
Fordel: Slitesterk, lang arbeidstid, sikker bruk, høy hardhet
Produktintroduser
Produktet er laget av rent karbonverktøystål med høy hardhet og klare tannlinjer.Det er et manuelt verktøy som hovedsakelig brukes til sliping og dressing av metallmaterialer.Kan brukes alene.
Gjeldende materialer
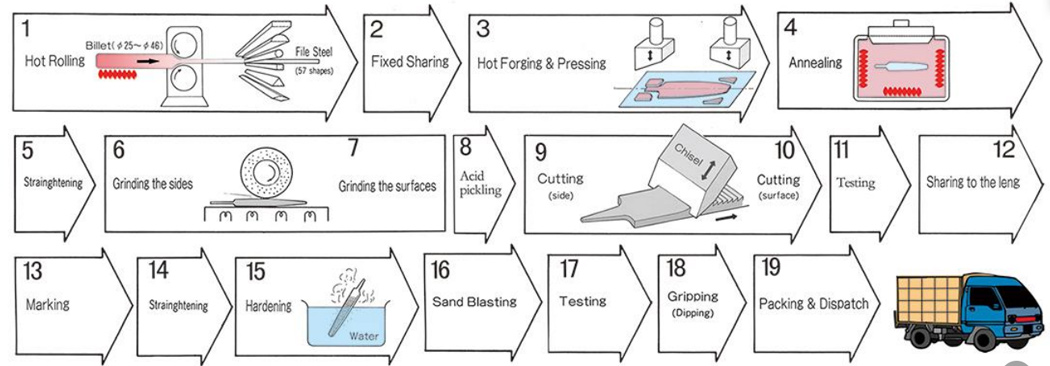
Teknologisk prosess
Pakkebilde

Håndtaksstil

Gjeldende scenario
Andre dimensjoner
| No | Spesifikasjon Mm/Tommer | Bredde/mm | Tykkelse/mm | Vekt/g |
| GT10104 | 100 mm/4" | 12 | 3 | 32 |
| GT10105 | 125 mm/5" | 14 | 3.2 | 40 |
| GT10106 | 150 mm/6" | 16 | 3.5 | 70 |
| GT10108 | 200 mm/8" | 20 | 4.2 | 140 |
| GT10110 | 250 mm/10" | 24 | 5.2 | 250 |
| GT10112 | 300 mm/12" | 28 | 6.2 | 417 |
| GT10114 | 350 mm/14" | 32 | 7.2 | 627 |
| GT10116 | 400 mm/16" | 36 | 8 | 900 |
| GT10118 | 450 mm/18" | 40 | 9 | 1200 |
Standard kutttyper
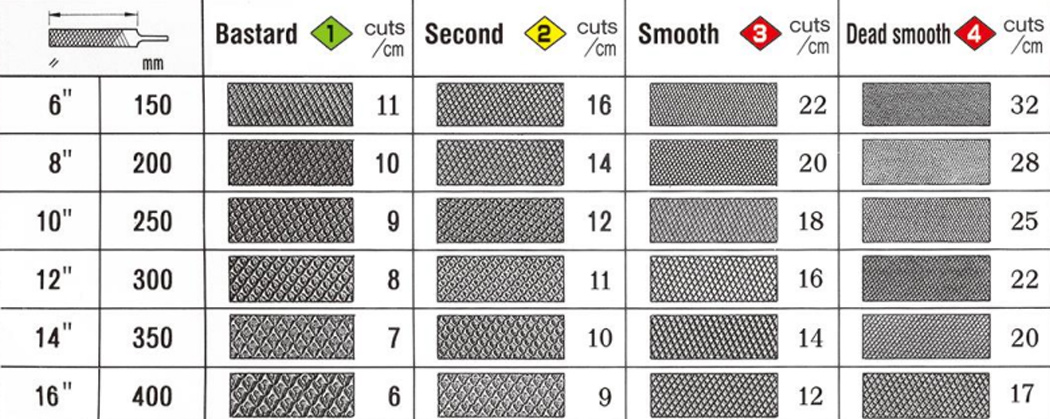
Bastard Cuts:egnet for grovt arbeidsstykke og forforming
Andre kutt:egnet for maskinering med en maskineringsgodtgjørelse større enn 0,5 mm.Maskinering med stort skjærevolum kan utføres for å fjerne delen med mer arbeidsstykkegods.
Glatte kutt:egnet for maskinering med en maskineringsgodtgjørelse på 0,5-0,1 mm.De kan poleres forsiktig for å nærme seg ønsket størrelse på arbeidsstykket.
Døde glatte kutt:Dead Smooth Cuts fil er filen med de minste tenner.Dens kutteeffekt er veldig liten.Den brukes hovedsakelig til å trimme ruheten til arbeidsstykkets overflate.Brukes til etterbehandling av arbeidsstykkets overflate.
Produktfordeler
1. Vi er profesjonell stålfilprodusent siden 1992. Med 30 år med slipeverktøy, og slipetiden til arbeidsstykker er definitivt lengre enn andres.
2. Materialet vårt er 100 % ekte karbonstål T12.Noen fabrikker brukte lavere prismateriale for å lage billigere kvalitet.
3. Høytemperaturslukking for å forbedre motstanden og hardheten til produktene.
4. Tannspissen er skarp, noe som gir garanti for rask sliping, og tannspissen er mer slitesterk etter bråkjølingsprosessen.
5. Håndtakstilkobling bruker eksklusiv tilkoblingsteknologi for å forhindre at håndtaket faller av under bruk.
Andre fordeler
● Små bestillinger akseptert
● Tilpasset merkenavn
● Rask levering
● Erfarne ansatte
● God produktytelse
● Grønt produkt
Emballasje og forsendelse
● Egenvekt: 24 kg
● Bruttovekt: 25 kg
● Eksportkartongmål L/B/H: 37cm×19cm×15cm
● FOB-port: Enhver port
● Ledetid: 7-30 dager
Varme tips
● For å unngå upassende produkter og prosesser i arbeidet, anbefales det å kjøpe tre typer filer: bastard, second og smooth, som kan øke arbeidseffektiviteten.
● Ikke bruk en ny fil på hardmetall.Ikke bruk fil på det herdende stålet.
● Hvis aluminiumsstykkene eller den andre støpen er grov eller slipt, etter å ha blitt gnidd av, kan vi bruke filen.
● Bruk av verktøy kan være farlig, vær alltid forsiktig og hold deg unna barn.
● Bruk alltid vernebriller i arbeidsområdet.
● Velg riktig type og størrelse på verktøyet for arbeidet
● Bruk den ene siden av filen først.etter at den har blitt sløv, vend deretter til den andre siden av filen.
Bruk av verktøy kan være farlig, vær alltid forsiktig og hold deg unna barn.
Bruk vernebriller i arbeidsområdet til enhver tid.
Velg riktig type og størrelse på verktøyet for arbeidet.
FAQ
1.Hva brukes en håndfil til?
Brukes til finbearbeiding av metall, tre, lær og andre overflater.I henhold til den forskjellige profilen kan den deles inn i flat fil, rund fil, firkant fil, trekantfil, diamantfil, halv rund fil, knivfil og så videre.
2. Hva er navnet på håndfilen?
En flat fil med rektangulær form.Også kjent som en tavlefil.
3.Hvordan velger jeg en riktig fil?
(1).Valg av filseksjonsform.Snittformen på filen skal velges i henhold til formen på delen som skal arkiveres, slik at de to formene er kompatible.Ved filing av den indre sirkulære bueoverflaten, velg semi-sirkulær fil eller rund fil (arbeidsstykke med liten diameter);Ved filing av den indre hjørneflaten, velg trekantet fil;Ved filing av den indre rettvinklede flaten kan flatfil eller firkantfil velges.Når du bruker flat fil til å file den indre rettvinklede overflaten, vær oppmerksom på å gjøre den smale overflaten (glatte kanten) av filen uten tenner nær en overflate av den indre rettvinklet for å unngå å skade den rettvinklede overflaten.
(2).Valg av filtanntykkelse.Tykkelsen på filtennene bør velges i henhold til arbeidsstykkets tillatelse, bearbeidingsnøyaktighet og materialegenskaper.Grov tannfil er egnet for maskinering av arbeidsstykker med stor mengde, lav dimensjonsnøyaktighet, stor form- og posisjonstoleranse, stor overflateruhetsverdi og mykt materiale;Velg heller en fin tannfil.Når den er i bruk, bør den velges i henhold til bearbeidingsgodtgjørelsen, dimensjonsnøyaktigheten og overflateruheten som kreves av arbeidsstykket.
(3).Valg av filstørrelse og spesifikasjon.Størrelsen og spesifikasjonen til filen skal velges i henhold til størrelsen på arbeidsstykket som skal behandles og bearbeidingsgodtgjørelsen.Når maskineringsstørrelsen er stor og kvoten er stor, skal filen med stor størrelsesspesifikasjon velges, tvert imot skal filen med liten størrelsesspesifikasjon velges.
(4).Valg av tannmønster av fil.Tannmønsteret til filen bør velges i henhold til egenskapene til materialet til arbeidsstykket som files.Ved filing av arbeidsstykker av aluminium, kobber, bløtt stål og andre myke materialer, er det best å velge en fil med enkelttannmønster (fresetann).Enkeltannfilen har stor skråvinkel, liten kilevinkel og stort sponholdespor.Brikken er ikke lett å blokkere og skjærekanten er skarp.



